减速机装配图与电子电路系统 从图纸到产品的集成制造与销售
在现代化工业制造领域,减速机与电子控制系统的结合日益紧密,形成了机电一体化的核心单元。从详细的减速机装配图,到精密的电子电路图、电子线路板(PCB),再到最终的装配制造与销售,这一完整链条体现了高端装备制造业的系统性与复杂性。本文将系统阐述这一集成过程的关键环节。
一、设计之源:减速机装配图与电子电路图
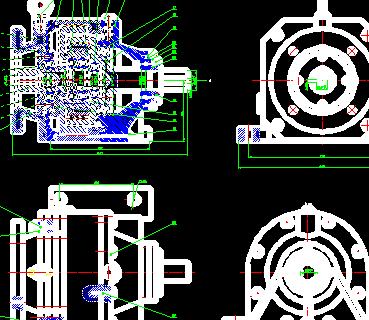
1. 减速机装配图
减速机装配图是机械部分制造的蓝图。它不仅仅是一张图纸,更是一个包含所有零件(如齿轮、轴承、箱体)的形状、尺寸、公差、配合关系以及完整装配顺序和技术要求的信息系统。现代设计通常使用CAD(计算机辅助设计)软件完成,确保三维模型与二维工程图的精确对应,为后续的数控加工、质量检测和装配提供唯一权威依据。
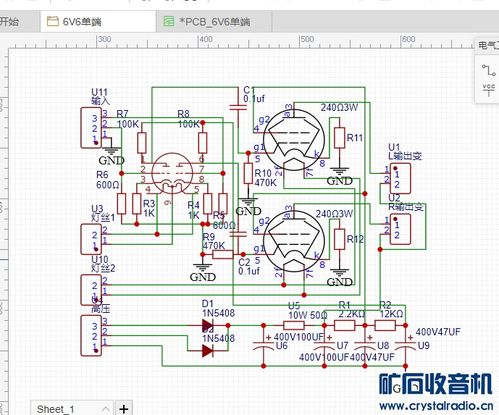
2. 电子电路图与线路板设计
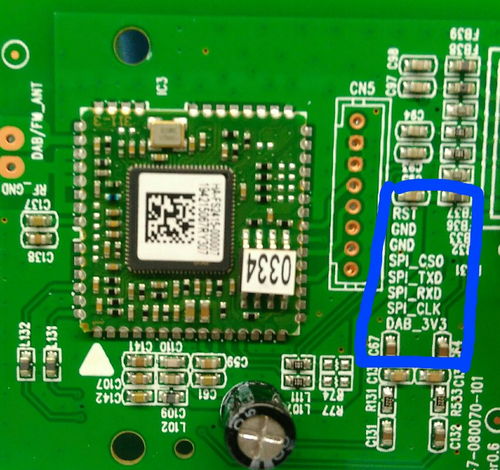
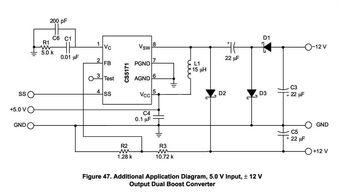
电子电路图(原理图)定义了减速机控制系统的“逻辑”。它展示了微控制器、传感器、驱动芯片(如电机驱动器)、电源模块等电子元器件之间的电气连接关系。基于原理图,工程师使用EDA(电子设计自动化)工具进行PCB布局布线设计,生成可用于生产的Gerber文件等。此阶段需重点考虑电磁兼容性(EMC)、热设计、信号完整性以及与减速机机械结构的接口(如安装孔位、传感器位置)。
二、集成制造:机电协同装配
制造过程是设计意图的实体化,需机械与电子精密协同。
1. 机械部件加工与预处理
依据减速机装配图,箱体、齿轮轴等核心零件通过铸造、锻造、精密机加工(车、铣、磨)等工艺制成,并进行热处理、表面处理(如镀层、喷涂)以提升性能。为电子控制系统预留的安装界面(如支架、穿线孔)必须加工到位。
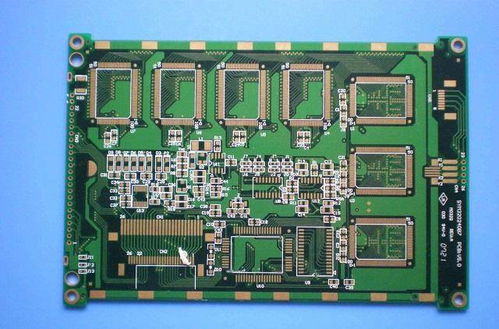
2. 电子线路板制造与组装
PCB制造厂根据设计文件生产出光板。通过SMT(表面贴装技术)和THT(通孔插装技术)将元器件焊接到板上,形成PCBA(装配好的线路板)。完成后需进行在线测试(ICT)、功能测试(FCT)以及针对工业环境的老化测试,确保其可靠性与稳定性。
3. 总装与系统集成
这是最关键的一步。流程通常为:
- 机械总成:按照装配图将齿轮、轴承等装入箱体,添加润滑剂,完成减速机本体的装配与调试。
- 电控系统安装:将测试合格的PCBA、驱动模块、HMI(人机界面)等安装到减速机指定位置,连接电源线、传感器线缆和电机动力线。
- 机电联调:上电进行系统联合调试。通过控制程序驱动电机,测试减速机在不同负载、转速下的运行状态,校准传感器反馈,优化控制参数(如PID参数),确保运行平稳、精度达标、保护功能(过载、过热)有效。
三、质量控制与销售支撑
1. 全流程质量控制
从图纸审核、原材料入库检验,到加工过程巡检、成品测试,质量管控贯穿始终。对于集成产品,还需进行额外的系统级测试,如连续运行寿命试验、振动冲击试验、高低温环境试验等,以验证其在苛刻工况下的可靠性。
2. 销售与技术营销
成功的销售建立在深厚的技术理解之上。销售团队或技术支持工程师必须能够:
- 解读技术图纸:向客户清晰说明产品从装配图到电路设计的特性与优势。
- 提供定制化方案:根据客户的应用场景(如机器人、输送设备、精密机床),在标准产品基础上调整机械接口或电子控制逻辑。
- 提供完整文档:交付时不仅提供产品,还应包括全套装配图、电路图、PCB布局图(可能以保密协议形式)、使用说明书和维护手册,为客户后续的集成、使用和维护提供便利。
四、发展趋势与展望
这一领域正朝着更深度的集成化与智能化发展:
- 设计一体化:采用机电协同设计平台,实现机械结构与电路布局的同步仿真与优化。
- 制造智能化:利用MES(制造执行系统)管理从图纸到装配的全流程数据,实现柔性生产和追溯。
- 产品智能化:集成更先进的传感器与物联网(IoT)模块,使减速机具备状态监测、故障预测和远程运维能力。
- 服务增值化:销售不仅是硬件交付,更可能包含基于运行数据的持续服务与优化建议。
总而言之,从“减速机装配图”到“电子电路图及PCB”,再到最终的“装配制造及销售”,是一条融合了精密机械、电子技术、自动化控制和现代管理的价值链。只有每个环节都精益求精,并实现无缝协同,才能制造出性能卓越、稳定可靠的机电一体化产品,在激烈的市场竞争中赢得客户信赖。
如若转载,请注明出处:http://www.zt-pcb.com/product/72.html
更新时间:2026-06-19 13:50:31